|
在我們生活中,金屬是我們很常見的一種材質,金、銀、銅被用來制作硬幣,鐵被用來制作工具和武器。對于這個制作環節來說,其中涉及到很多復雜的工藝,但是切割是最為基本的。
金屬切割有很多種方法,切割方法的選擇取決于所需切割金屬的類型、厚度和數量,以及你需要的切割質量。今天高能激光就來給大家介紹一下我們最為常用的三種金屬切割機:火焰切割機、等離子切割機、激光切割機。
1.火焰切割機
大約從20世紀初開始,人們使用燃料氣體和氧氣來切割金屬,它的原理是通過氧氣和鋼鐵產生的化學反應來加熱金屬,并使其變軟最后融化。最棒的是,設備本身的成本并不高。此外,你不需要壓縮空氣或使用電力。它的缺點在于這種方法只適合切割碳鋼,火焰切割對其他類型的金屬并不適用,比如不銹鋼和鋁。另外,火焰切割對操作者的學習能力要求很高,需要大量的練習、技巧和經驗才能產生良好的切割效果。此外,火焰切割的割炬需要預先加熱。像烤箱一樣,割炬也需要時間才能達到合適的溫度。
2.等離子切割機
這是在20世紀50年代發明的一種高速的通過精確控制電弧來切割大多數常見金屬的方法。小小的噴口和高速氣體流可以產生極熱的高能量密度的電弧。等離子切割和氣刨需要工藝氣體(比如空氣或氮氣),電源和耗材(包括電極和噴嘴)。在人們需要切割一系列不同種類的金屬時,等離子切割是一個不錯的選擇。事實上,這是等離子切割的主要賣點:多功能。它可以切割大多數種類的金屬(低碳鋼、不銹鋼、鋁、銅、黃銅等),甚至是生銹的、帶漆的或臟的金屬。等離子還可以切割網孔狀的金屬。另外,在切割厚的和薄的金屬時它都同樣擅長。等離子切割的缺點是, 它的設備成本比火焰切割更高,雖然切割質量很好而且始終穩定,但它在切割更纖薄的材料時不如激光切割。
3.激光切割機
使用高能量的光束來加熱、局部熔化、汽化金屬。激光切割以切割纖薄金屬質量優良著稱。激光器有兩種主要類型:氣體(CO2)和固態(YAG、DISC 和光纖)。氣體激光器可以切割大多數種類的金屬,但是高反光材料除外。為此,你需要使用固態激光器,它的傳送方法不同,因此可以切割更多種類的材料。激光通常用于精密切割或對非常薄的鋼板(規格到1/4英寸)進行高效切割。激光可以切割厚度超過一英寸的金屬,不過需要一個功率更大的激光器。激光切割的缺點是最初的設備購買價格很高。如果拿激光系統與高質量的等離子系統來比較,激光系統的總成本是非常昂貴的。一個傳統的CO2激光系統需要花費數十萬美元。光纖激光比CO2激光便宜,但仍比等離子貴。
三種金屬切割機不同要求的表現對比
如果你從切割產生的斜度、切口、熱影響區、切屑和公差來對比三種切割方法,激光切割往往是最出色的。激光切割幾乎沒有斜度,切口細薄,熱影響區小。此外,激光切割產生的切屑很少,并提供嚴格的公差。切割質量緊隨激光切割其后的是等離子切割,最后是火焰切割。
生產率
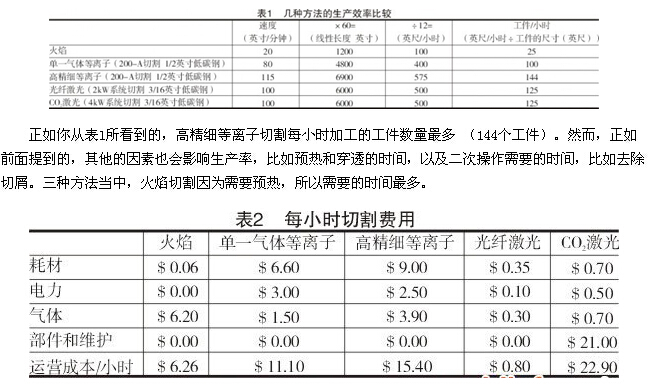
切割質量是一個重要的考慮因素,生產能力同樣如此。畢竟,如果你不能夠達到足夠的產量來滿足需求,僅有好的切割質量并沒有多大的意義。當人們提到生產率的時候,他們通常會想到切割速度;不過,還有其他的因素需要考慮。這些因素包括系統完成切割準備,穿透金屬和完成二次操作的時間。讓我們首先從考核切割速度開始。三種方法能達到的速度取決于被切割金屬的厚度。通常來說,火焰切割的速度最慢,等離子切割最快,激光切割則處于中間的某個位置。
知道了每種方法的切割速度,對于計算每小時的工件產量便有了一半的信息。另外一半是每個工件需要切割的線性長度。例如,一個12×12英寸的正方形,線性長度為48英寸(12×4個邊),等于4英尺。一旦有了這兩個數據, 你就可以很容易計算出能夠切割工件的數量。
你首先要做的就是獲得每分鐘可以切割的英寸數量,并乘以60以確定每小時可以切割的英寸數量。在接下來的例子中,我們假設火焰切割的速度為20英寸/分鐘或1200英寸/小時(20 ×60)。步驟2中還包括將以英寸/小時為單位的數字除以12,以確定以英尺/小時為單位的切割速度。最后,你只需簡單地把英尺/小時為單位的切割速率(本實例中為100),除以工件的尺寸(4英尺)就可以了。表1顯示了剛才所描述的案例,以及針對不同切割方法的計算。
運行成本
除了切割質量和生產率,你還需要考慮每種方法的運行成本。換句話說,你選擇的系統運行起來要花費多少錢?許多因素(耗材、電力、煤氣和替換維修零件的成本)影響總體的運行成本。
使用等離子切割的時候,耗材在運行成本中占的比例最大。不過,更加耐用的耗材出現改變了這一狀況。
對于火焰切割來說,電力成本可以忽略不計,等離子切割要高一些,光纖激光切割更高, CO2激光切割則還要高得更多。
由于需要高速流動的氣流,氣體費用是CO2 激光切割最大的成本。
CO2激光切割主要需要考慮零件替換。雖然像透鏡和反射鏡這樣的部件不經常改變,但當他們損壞時維修的代價是很高的,包括購買成本和停機更換它們的時間成本。因此,在你計算日常運行費用時應該包含這一部分成本的計算。
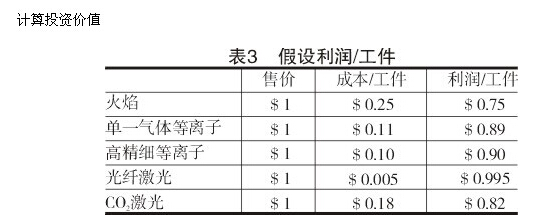
什么可以幫助你發現使用哪一種不同的切割方法更有意義?你是否只要出門購買一個新的切割系統就可以了?不一定。您首先需要查證的是你正在考慮的這個特別的系統是否值得投資。要做到這一點,你需要確定每天期望生產的工件數量,并將這個數字乘以單個工件預期利潤(這將取決于你使用的方法)。
方圓激光
2015-121801 |
